
Individually tailored to the needs of our pharmaceutical customer:
a big bag emptying station for lactose
With various options for connecting downstream processes
On the one hand, the big bag emptying station is to be connected to a pneumatic conveying system for silo filling. On the other hand, the station was to be used for dust-free filling of containers. And that, without time-consuming retooling measures and under the strictest hygienic conditions.
In order to ensure high product and process quality during big bag discharge, additional protective screening and a metal separator have been integrated. Operation, inspection and maintenance of the plant are carried out via a VA platform available at the customer’s site. The stable frame construction of the big bag emptying system is completely made of stainless steel. A lifting cross is located in the upper area. This enables the operators to pick up the big bags, lift them into the emptying station and bring them into the discharge position. Walkers mounted on the side of the discharge station ensure that the lactose is emptied from the big bag without residue and efficiently. They also serve as a fall protection for the big bags weighing up to 1250 kg.
Components of the Big Bag Emptying Station
Sturdy stainless steel frame construction
Pneumatic walkers
Dustproof big bag hygienic hopper
Protective sieve (JEL Fix) with attached suction filter
Metal separator
Filling head with pressure plate, seal and displacement filters
Swivel arm with downpipe for connection to a rotary valve and the pneumatic discharge system
For container filling, the swivel arm is simply folded aside to create space to accommodate the container.
Dust-tight connection between big bag and emptying station
In order to establish a dust-tight connection between the big bag and the hygienic hopper, the outlet of the big bag is connected to a emptying hopper. For lactose emptying in hygiene-sensitive production environments, the hopper has been designed as a hygienic variant. It is made of stainless steel and equipped with pharma-grade seals.
To connect the big bag outlet, the hygienic hopper is opened with a hand lever. Now the outlet spout can be guided over the product guide tube inside the hopper. The hygienic hopper is then closed again so that it is dust-tight. The big bag emptying process can now be started without risk.

The discharge hopper and all other components of the big bag emptying station are easily accessible via the VA platform provided on site. For example, for taking samples directly from the discharge hopper.

Walkers help to efficiently empty the product out of the big bag. Via the discharge hopper, the lactose falls into a protective sieve (JEL Fix).
Stainless steel frame construction, low dead space design and smooth surfaces – for easy, residue-free cleaning of the hygienic hopper and the entire station.
So that everything is safe
Protective screening and metal separator before transfer to the next process step
And dust removal has also been thought of.
Directly below the discharge hopper is a dust-tight vibrating circular sieve for protective screening. An important safety component, especially in the pharmaceutical environment.
In this case, a JEL Fix in hygienic design was selected. Due to its low overall height, it can be integrated into the big bag emptying rack to save space. The vibrating screen ensures a homogeneous particle size and reliably separates impurities in the screenings. A viewing window in the lid of the screen housing allows the screen mesh and product flow to be checked at any time during production.
A dedusting filter with fan is integrated at the aspiration spout of the screen. Dust removal thus takes place at the moment when the product falls from the discharge hopper down onto the screen fabric. This component is also of hygienic design.
After protective screening with the JEL Fix, the material drops down from the screen outlet into a metal separator. Here, any metal particles present are magnetically drawn out of the product stream – virtually as a second safety stage after protective screening.
Protective sieve, magnetic separator and pneumatically movable filling head in combination. The displacement filter on the filling head filters the dusty air during filling. The cables are neatly laid when the plant is set up at the customer’s site.
Variant 1
Pneumatic filling head with support plate
In normal operation, the lactose from the filling head enters the rotary feeder provided on site and is then pneumatically discharged into silos.
If the big bag is to be emptied into the pneumatic discharge, a rotary valve provided on site is used. The dust-tight connection between the metering unit and the discharge station is established via a downpipe. It is mounted on a swivel arm located on the side of the station frame. If required, it can be folded by the operator between the filling head of the station and the inlet of the rotary feeder.
The lower connection of the downpipe is connected to the mobile, on-site rotary valve.
From above, the operator lowers the pneumatic filling head with support plate onto the downpipe.
Seals on the underside of the support plate also provide a dust-tight connection here. When the big bag is opened, the lactose falls through the tube into the rotary valve. This transfers the product to the pneumatic conveying system and the lactose can be metered out and fed into the silo.

Variant 1: Connection to the pneumatic conveying system. The downpipe is swiveled into the area under the filling head.

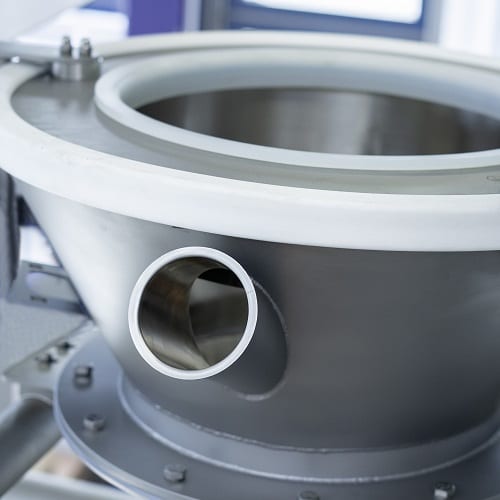
View from below through the filling head (with support plate and seal) and looking towards the metal separator.
Variant 2
Container filling
Converting the system to container filling is done in a few simple steps.
First, the connection between the downpipe and the rotary valve is released and the filling head is pneumatically moved up again. The downpipe attached to the swivel arm is folded back into the starting position. A latching function prevents it from swiveling back.
Now the rotary valve can be moved out of the station and the space freed up can be used for the container to be filled.
Since the container must be placed exactly below the filling head, the operator is assisted by distance sensors when entering the rack. Once the container is in the correct position, the filling head with sealing plate is lowered onto the container and filling of the container can be started. The dust-laden air escaping from the container in the process is cleaned by the two displacement filters on the filling head.

Variant 2: If the downpipe is swung to the side, the space can be used for container filling.

Sensors assist the operator in placing the container in the correct position under the filling head.
Hygienic design and Explosion Protection
What else needs to be considered?
The entire emptying station is designed to maximally prevent contamination by product residues or other impurities.
For this purpose, the big bag emptying station is completely hygienically designed: Enlarged radii, closed round tubes and beveled corners in the frame construction prevent undesirable protective deposits.
The hygienic hopper and protective sieve are free of dead spaces and have particularly smooth surfaces (surface roughness ≤ 0.8 µm). Stainless steel 1.4401 was used for all components in contact with the product. Seals, adhesives and similar materials are compliant with regard to EU 1935/2004, 2007/72/EC and FDA guidelines. As the customer’s production environment is an ATEX protection zone, the complete system was designed in accordance with the 2014/35/EU directive.
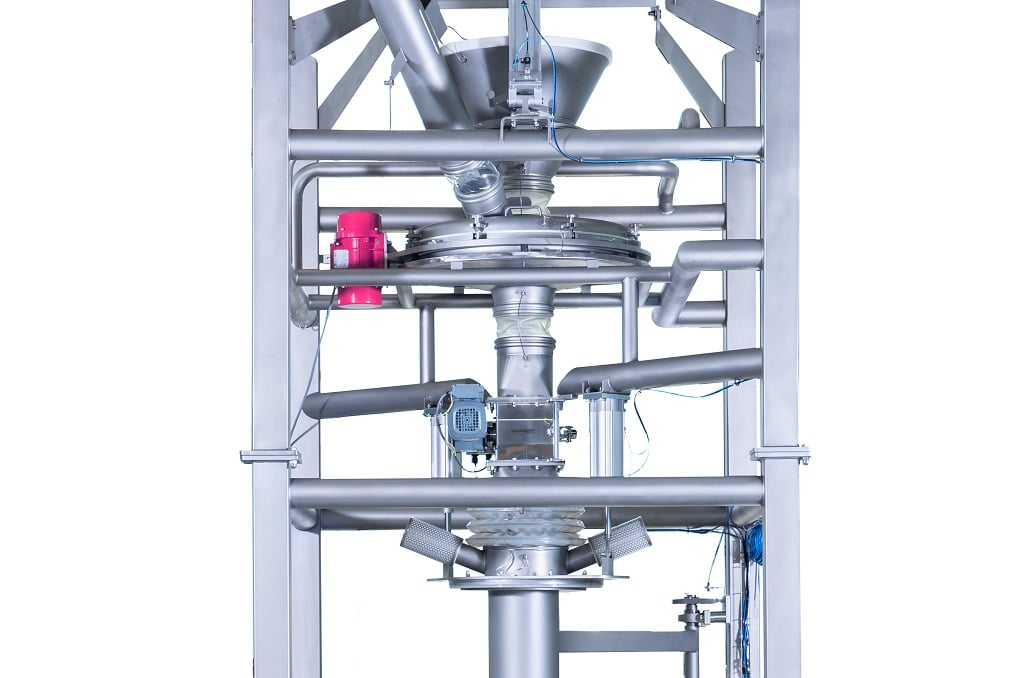
The special solution is precisely tailored to the needs of the pharmaceutical customer. The height of the big bag emptying station is approx. 6 m, on a footprint of just under 3 square meters. In a minimum of space, we have equipped the big bag emptying station with walkers, a protective screen with additional metal separation, and flexible connection options to the customer’s downstream process environment.
The comparatively low additional costs are proof that special solutions do not always have to be costly. On the contrary, the customer received a solution with which he can make optimum use of the available space in his plant and react flexibly to different production scenarios.
And more individuality means fewer compromises at the expense of economy and efficiency in your own production.