
No dust, no breakage – these processes are safe
Fully automated drum emptying and screening of catalysts
A producer from the chemical industry relied on manual handling with muscle power for the emptying of drums as part of the manufacturing process for fracture-sensitive catalysts. This practical example shows how today a fully automatic drum emptying system can be conveniently used and how the broken material can then be screened out.
In the chemical industry, drums and octabins are often used for the logistics of substances. If drums are emptied manually, this is harmful to the health of employees in the long term. Especially when irritating or even toxic products are involved. In addition, this method of working limits production capacity.
In addition to compliance with high safety and hygiene requirements, complete emptying of the drums is important. Without appropriate discharge or extraction technology, a certain residual quantity always remains in the drum. This also holds potential for optimization.
This is how it has been done so far: The catalyst, which is very sensitive to breakage, is transported to the production plant in drums. Two employees open the drums, pick them up with the help of lifting tools and manually feed them into the upcoming process step, known as calcination. Broken material must not be allowed to enter the process. It is screened out and discharged.
As the catalyst is extremely porous, very dusty and smells intensively, occupational safety is of great importance in this production area. Until now, the two employees were equipped with appropriate protective equipment during drum emptying, but were still directly surrounded by hazardous material. In addition, the dust that escapes during drum emptying also contaminates the plant environment.
Besides this, a manual drum emptying system cannot be used for an effective production process. Manual feeding of the calcining process is not uniform and is a limiting factor for productivity.

Drum emptying with system: the JEL drum emptying cabin – dust-tight and with automated loading via a roll conveyor

Extra gentle: the JEL Freischwinger linear vibrating screen as downstream screening stage
The drum emptying
Switch from manual handling to an automated process
Engelsmann’s constructing engineers design a fully automatic system with which the drums can be emptied dust-free within a closed cabin.
First, the process sequences were simulated with the original product in the Engelsmann technical center. This allowed the customer to be convinced of the solution concept at an early stage. After the successful trials, basic engineering began and the plant layout was defined.
This plant solution offers the plant operator optimum safety and a considerably larger number of drums can be emptied completely – and fed directly to a downstream coarse and fine separation for screening out broken material.
Since the catalyst product is filled into drums and transported to the emptying station on pallets of four drums each, breakage cannot be ruled out due to the various filling, loading and transport operations. To ensure that no additional breakage occurs as a result of the barrel emptying, the barrel emptying system is designed for gentle product handling.
Protection of people and product has priority
The method of working with the drum emptying cabin when handling catalysts – explained step by step:
Step 1
In real operation, 4 drums filled with catalyst are driven up to the drum emptying cabin on a pallet, opened, and lifted by the operating personnel onto a roller conveyor with the aid of a lifting tool. We have simulated the example with a colleague.


Step 2
The roller conveyor can accommodate 4 drums simultaneously and operates fully automatically. It is equipped with a drum stop and is timed in a way that only one drum is fed into the emptying cabin at one time.
Step 3
The operator confirms the emptying process, the cabin door closes and the inflation seal of the lifting door is automatically inflated. The drum emptying cabin is now sealed dust-tight.


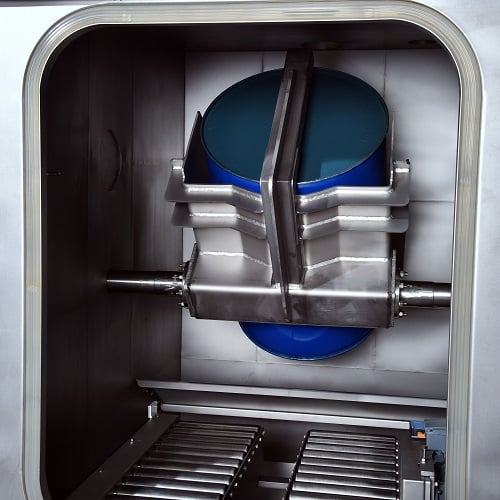
Step 4
The drum pick-up basket slowly swivels the drum into the emptying position. The tipping process takes place at an angle of repose that allows the product to slide gently.
Step 5
In the lower swivel area there is a baffle plate which intercepts the product coming out of the drum and passes it on to the beveled wall of a buffer container. The catalyst product slides further down this wall so that the product does not hit the buffer tank with the force of its own weight.

Step 6
When a product sump has formed at the bottom of the container, it dampens the further product flow. The buffer tank has a capacity of four 200 kg drums of product and can thus hold a pallet of drums. After complete emptying, the drum is automatically returned to its original position.
Step 7
After release by the operator, the inflatable seal of the cabin door is released again and the door opens. The motorized roller conveyor now transfers the empty drum back to the index roller conveyor in front of the cabin. Here, the emptied drum can be removed by the operator and a new emptying process can be started.


Step 8
The control system of the plant communicates with the on-site process control system (PCS) via a corresponding interface.
Step 9
Aspiration of the plant is done via the customer’s dedusting system. Through the vacuum valve of the drum emptying cabin, the surrounding air is sucked into the dusty area of the cabin. Here, the air picks up the product dust and carries it to the aspiration nozzle.

After emptying, the broken material is sieved out
As gentle as handpicked
The sensitive catalyst material is conveyed to a JEL Freischwinger linear vibrating screen, also supplied by Engelsmann, via a metering chute connected with the discharge part of the drum emptying cabin.
The horizontal oscillations of the JEL Freischwinger linear vibrating screen ensure a particularly sharp separation, gentle screening process and in this case achieve almost 100% screening of the broken material (fines).
The screened-out fraction is not further processed in this process. Instead, the fines are returned to the original process. The good grain, i.e. the fracture-free, undamaged catalyst product, is conveyed further and reaches a calcining furnace.

The JEL Freischwinger linear vibrating screen in single-deck design. The screening machine has a sieving surface of 0.36 m² and two outlets for the coarse and fine material.
After engineering and manufacturing of the plant components, a final Factory Acceptance Test (FAT) was carried out at the Engelsmann plant. After a four-month delivery and construction period, Engelsmann technicians were able to assemble and commission the plant on site four weeks before the scheduled delivery date.
The plant is currently designed for a higher capacity than required. This means that the throughput can be increased further without any problems if required.