
Polycarbonat
Sind die Anforderungen an das einzusetzende Kunststoffprodukt besonders hoch, sind thermoplastische Kunststoffe nicht weit.
Polycarbonat wird in der Regel dort eingesetzt, wo andere Kunststoffe zu zerbrechlich, zu kratzempfindlich oder zu wenig formstabil sind. Die spezifischen Eigenschaften von Polycarbonat sind jedoch anspruchsvoll und stellen hohe Anforderungen an die eingesetzte Siebtechnik.
Es wird in Primärform als Pellets oder als Granulat an die kunststoffverarbeitende Industrie geliefert, die es dann zu Endprodukten weiterverarbeitet. Um die Qualität der Endprodukte zu gewährleisten, muss auch der Rohstoff einwandfrei sein.
Produkte aus Polycarbonat sind schlagzäh und besonders bruchsicher. Im Verbund mit anderen Werkstoffen ist Polycarbonat so stabil, dass es bei der Herstellung von schusssicherem Panzerglas eingesetzt wird. Oder für Dachkonstruktionen von Stadien und Bahnhöfen. Polycarbonat-Produkte begegnen uns auch im kleineren Maßstab: bei Brillengläsern beispielsweise, denn es ist bruchsicher und zugleich viel leichter als mineralisches Glas.
Bevor Polycarbonat zu Endprodukten verarbeitet werden kann, muss es höchsten Qualitätsansprüchen genügen und in „lupenreiner“ Form vorliegen. Hierfür werden im Zuge des Herstellungsprozesses mit einem speziellen Siebverfahren anhaftende Staubpartikel, Agglomerate und Überlängen ausgesiebt, um die für die Verarbeitung optimale Korngröße bzw. Qualität zu erzielen.
Die Eigenschaften von Kunststoffen in Primärform erschweren jedoch die Siebaufgabe.

Siebung von Polycarbonat mit dem JEL Freischwinger:
die Schwingsiebmaschine verbindet Trennschärfe und eine besonders produktschonende Siebung. Nach Tests mit dem Originalprodukt waren sich die Engelsmann-Konstrukteure sicher, dass die Maschine die Anforderungen des Kunden wunschgemäß erfüllt.
Herausforderungen des Projekts
1. Abtrennung von Grob- und Feinkorn
Für ein qualitativ hochwertiges Endprodukt ist eine homogene Körnung des Ausgangsprodukts entscheidend. Die granulatförmige Rohware enthält jedoch einerseits zu große Korngrößen (Stränglinge, Doubles, Triples, Fasern). Diese sollen mit einer Trennschärfe von mind. 98,5 % ausgesiebt werden. Andererseits haften an den Granulaten auch feine Staubpartikel, die ebenfalls aus dem Produkt entfernt werden müssen, um am Ende des Siebprozesses eine homogene Körnung des Siebgutes zu erreichen.
2. Anbindung an Produktion und Abfüllung
Eine weitere Herausforderung stellte die Einpassung der Siebmaschine an den vorgelagerten Produktionsprozess dar. Ein vorgeschalteter Stranggranulator, der die im Extruder geformten Kunststoffstränge durch Zerteilen in kleine granulatförmige Teilchen zerkleinert, sorgte für beengte Platzverhältnisse am Aufstellort. Bei der Konstruktion der Siebmaschine wurden die individuellen Gegebenheiten entsprechend so berücksichtig, dass keine aufwendigen Umbauarbeiten am Aufstellort nötig wurden.
Maßgeschneiderte Siebanlage
Trocknung während des Siebvorgangs optimiert Siebfähigkeit des Produkts
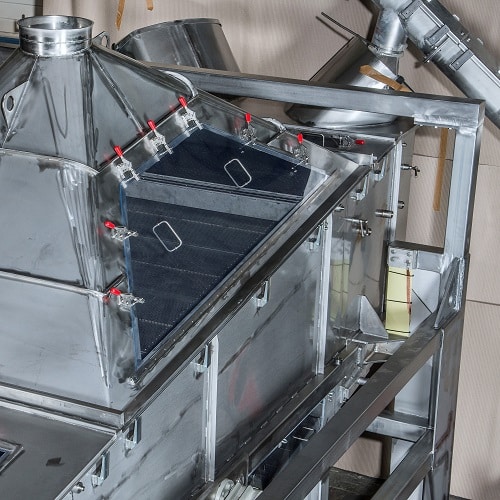
Um dem Kundenanspruch in Bezug auf Siebqualität und Durchsatzleistung gerecht zu werden, kam ein JEL Freischwinger in Doppeldeckerausführung zum Einsatz, der mit zusätzlichen Funktionen an die Siebaufgabe angepasst wurde.
Die Siebmaschine mit freischwingendem Siebgehäuse wurde speziell für das Sieben von trockenen und rieselfähigen Schüttgütern konzipiert. Wegen seiner hohen Durchsatzleistung von bis zu 250 t/h, dem besonders produktschonenden Siebvorgang und der hohen Trennschärfe von bis zu 99% war der JEL Freischwinger die passende Siebmaschine.
Das aus dem Stranggranulator zugeführte Polycarbonatgranulat wird über zwei übereinander angeordnete Siebdecks von fein nach grob gesiebt. Über einen Produktrücklaufboden wird das Granulat auf die untere Siebebene zugeführt und erneut abgesiebt, so dass das untere Siebdeck als Kontrollsiebung fungiert, um den notwendigen Aussiebegrad sicherzustellen.
Abgestimmt auf die geforderte Durchsatzleistung von 20 t/h sowie der gewünschten Granulatspezifikation (2,5 x 3,0 mm) ist das obere Siebdeck mit sechs Siebeinlegern aus Lochblech mit einem Durchmesser von 4,5 mm je Loch und das untere Siebdeck mit sechs Siebeinlegern und Lochdurchmesser von 6 mm ausgestattet. Damit verfügt die Schwingsiebmaschine über eine Netto-Siebfläche von insgesamt 10,5 qm.

Blick auf das obere Siebdeck. Darunter erkennbar: das Ballabreinigungssystem
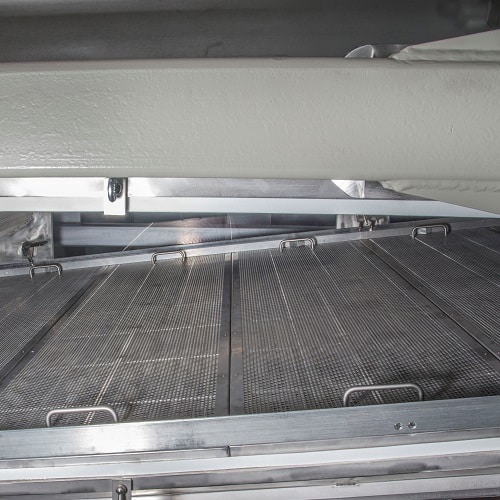
Auf dem unteren Siebdeck findet eine Kontrollsiebung statt. Jedes Siebdeck setzt sich aus einzelnen Seibeinleger-Segmenten zusammen.
Um eine optimale Siebfähigkeit des durch den Stranggranulator oberflächenbefeuchteten Produkts zu erreichen, wird das Polycarbonat-Granulat während des Siebprozesses kontinuierlich getrocknet und gleichzeitig gekühlt. Zur Abbildung dieses kundenindividuellen Prozessablaufs wurden am Basismodel des JEL Freischwingers konstruktive Anpassungen vorgenommen und die Siebanlage so maßgeschneidert an die Aufgabenstellung und die Anlagenumgebung angepasst.
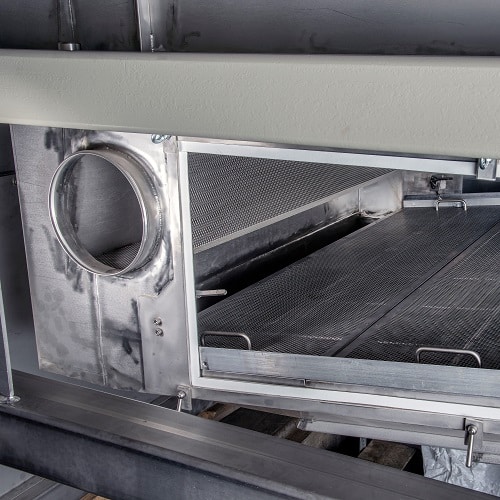
1. Luftzirkulation
Neben den sechs standardmäßigen Lochblecheinlegern wurden zwei zusätzliche Einleger verbaut, die über einen oberhalb des Siebtrogs montierten Lufteinlassstutzen während des Siebvorgangs für eine kontinuierliche Luftzirkulation sorgen. Dabei wird das Produkt getrocknet und gleichzeitig von 60°C auf 40°C abkühlt.


2. Entstaubung
Die Luftzirkulation hat zudem den Effekt, dass im Gegenluftstrom die Entstaubung des Polycarbonat-Granulats erfolgt. In diesem werden produktanhaftende Staubpartikel in eine nachgelagerte Filteranlage mitgeführt, an die die Siebmaschine passend angedockt ist.
3. Entfeuchtung
Das durch den begleitenden Trocknungsprozess entstehende Kondensat wird mit dem Luftstrom über einen Abzugstrichter am Deckel der Maschine kontinuierlich abgeführt.


4. Übergabe der Gutware an die Abfüllung
Die Gutware, die in Durchmesser und Länge max. 2,5 bis 3,0 mm betragen darf, fällt über den Gutkornauslauf am unteren Siebtrog aus der Maschine und wird dem nachgelagerten Abfüllprozess zugeführt.
5. Ausschleusen des Grobgutes
Das für eine weitere Verarbeitung nicht verwendbare Grobgut verlässt über den hierfür vorgesehenen Grobgutauslauf die Maschine.

6. Anpassung an die Gegebenheiten vor Ort
Die Ein- und Auslaufstutzen wurden entsprechend den örtlichen Gegebenheiten angeordnet. Der Einlauf zur Produktzuführung befindet sich jetzt endlagerseitig, und nicht wie beim Standardmodell, antriebsseitig. Auch Form, Kontur und Neigungswinkel des Einlaufstutzens wurden an den Auslaufstutzen des Stranggranulators angepasst.
7. Qualitätswerkstoffe
Die Siebmaschine inklusive aller produktberührenden Teile, außer der Antriebseinheit, ist aus hochwertigem Edelstahl (V4A 1.4571) gefertigt. Zudem wurde im Innenraum des Siebtrogs auf die Verwendung von Dichtungen und den Einsatz anderer Metalle verzichtet. Das installierte Siebabreinigungssystem ist mit Silikonkugeln bestückt, um eine Verunreinigung des Granulatprodukts durch Materialabrieb zu vermeiden.

8. Mit Sicherheit alles im Blick
Zur visuellen Überwachung des Siebvorgangs ist die Maschine mit großzügigen Makrolon-Scheiben ausgestattet: im Deckel sowie seitlich in Höhe des unteren Siebdecks. Dank der bruchfesten Schutzscheiben lässt sich die Granulatverteilung bzw. der Produktverlauf innerhalb der Siebmaschine verfolgen.
Wirtschaftlicher Maschineneinsatz durch Baukastenprinzip und Schwungantrieb:
Einfache Reinigung – energiesparender Betrieb
Für minimale Stillstandzeiten und die angestrebte Maschinenverfügbarkeit an 360 Tagen p.a. im Dreischichtbetrieb ist es wichtig, dass die Siebmaschine mit geringem Zeitaufwand zu Reinigen ist. Um den dauerhaften Erhalt der Leistungsfähigkeit der Maschine sicherzustellen, sind für regelmäßige Wartungsintervalle 5 Arbeitstage p.a. eingeplant.
Reinigung
- Dank modularer Bauweise und Schnellwechselausführung lassen sich nach dem Entfernen des Deckels mit wenigen Handgriffen die durch Pressleisten arretierten Siebeinleger wechseln.
- Der freie Zugang zu den Siebeinlegern und ihre einfache Demontage ermöglichen in kurzer Zeit die rückstandslose Reinigung aller produktberührenden Teile im Innenraum der Siebmaschine.
- Zudem können die innenliegenden Teile bei Reparatur und Wartung leicht erreicht und ausgetauscht werden.
- Die Schnellspanner verschließen den Siebtrog staubdicht mit den Deckelteilen und verhindern das Austreten von Staubpartikeln während des Siebvorgangs.



Energiesparender Betrieb
Für einen energiesparenden Betrieb ist der sonderausgeführte JEL Freischwinger mit einem speziell entwickelten Schwungantrieb ausgestattet.
- Der Schwungantrieb wird über einen Elektromotor angetrieben und ist mittels Keilriemen mit Schubstangen verbunden, die die Antriebsenergie auf eine Schwungmasse übertragen.
- Die Schwungmasse ist exakt auf die Masse des Siebtrogs abgestimmt. Antriebsstrang, d.h. Welle und Schwungscheibe, wiegen dabei in etwa so viel wie der Trog inklusive dem Siebprodukt.
- Der Elektromotor arbeitet besonders energieeffizient: Er treibt die Masse ca. 15 Sekunden mit vollem Nennstrom an und hält sie dann mit lediglich 10-20% der Nennstromstärke in Schwung. Dabei wird die elektrische Energie in Rotationsenergie umgewandelt, in den Schwungscheiben gespeichert und nach und nach abgegeben.
- Die Maschine benötigt dank des auf dem Masseausgleich basierenden Antriebs nur wenig Energie (7,5 kW bei 20 t/h Durchsatzleistung).
- Im Gegensatz zu Siebmaschinen mit ölgeschmiertem Motorgetriebe unterliegt der Schwungantrieb nur geringem Verschleiß. Das hat einen niedrigen Materialeinsatz und Wartungsaufwand zur Folge.
- Ein weiterer Vorteil des Schwungantriebs ist im Hinblick auf die Maschinengröße und im Vergleich zu gängigen Siebmaschinenfabrikaten der geräuscharme Betrieb mit weniger als 79 dB.
Die nach der authentifizierten Prüfstelle in China (NEPSI) ausgeführte Siebmaschine konnte nach dreimonatiger Entwicklungs- und Fertigungszeit verschifft werden, wo sie vor Ort von zwei Engelsmann-Servicetechnikern montiert und in Betrieb genommen wurde.