
Search report

More capacity with automated big bag handling_edit
When filling and emptying big bags, the highest standards of safety and product handling must be met. Dusty or adhesive bulk materials in particular require reliable and intelligent system solutions, as a current project for pesticide production shows.
Strainer for dissolving agglomerates in PVC powder
When processing plastic powders, agglomerates are often formed during drying processes. How, with the integration of the JEL PS passing sieve, the powder is now transferred lump-free to the next process step – you can find out here.

Gentle screening of polycarbonate in multitasking mode
This example describes the complexity of a screening technology project for a leading manufacturer of polycarbonate. For integration into a new production line at the Chinese production site, a screening solution away from the standard was sought. The solution: A JEL Freischwinger as a special design.

Trends in Bulk Materials Technology: Optimal Emptying of Big Bags
Not every bulk material can be discharged from its container without difficulty. This can quickly become a challenge. Engelsmann product developer Viktor Quindt gives tips for efficient and residue-free discharge and an outlook on developments in the coming years.

Cleanly solved: multifunctional emptying of big bags
Customers often present us with exciting challenges. This was also the case for a manufacturer from the pharmaceutical industry who was looking for a solution for dust-free big bag emptying for its lactose production, with which it is possible to switch between two different downstream processes.

Drum hoop mixer for hygienic production processes
With free-fall mixers, the mixing effect is created by setting the entire mixing vessel in motion – usually by rotating or tumbling. Constructed according to hygienic design criteria, the JEL RRM can also be used in hygiene-sensitive industries.

Mobile filling station for large and small containers
A manufacturer of plastic granules kept receiving inquiries about smaller product quantities. However, setting up a separate production line with small-bag filling was not worth the effort. Today, new customers are being won with a mobile filling system that can also complement existing big bag filling stations.

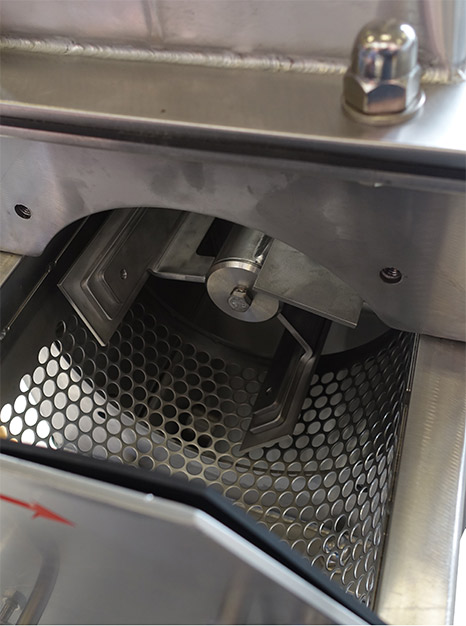
Protective screening when emptying tanker trucks
In order not to contaminate individual product batches and production plants during the processing of delivered PVC powders into high-quality plastic profiles, a plastics producer requires an upstream protective screen that removes foreign bodies before silo filling – the JEL TWS tanker screen.

Automatic emptying fragile catalysts from drums
A producer in the chemical industry relied on manual handling with muscle power when emptying drums as part of the manufacturing process for fracture-sensitive catalysts. This practical example shows how a fully automatic drum emptying system can be conveniently used today.

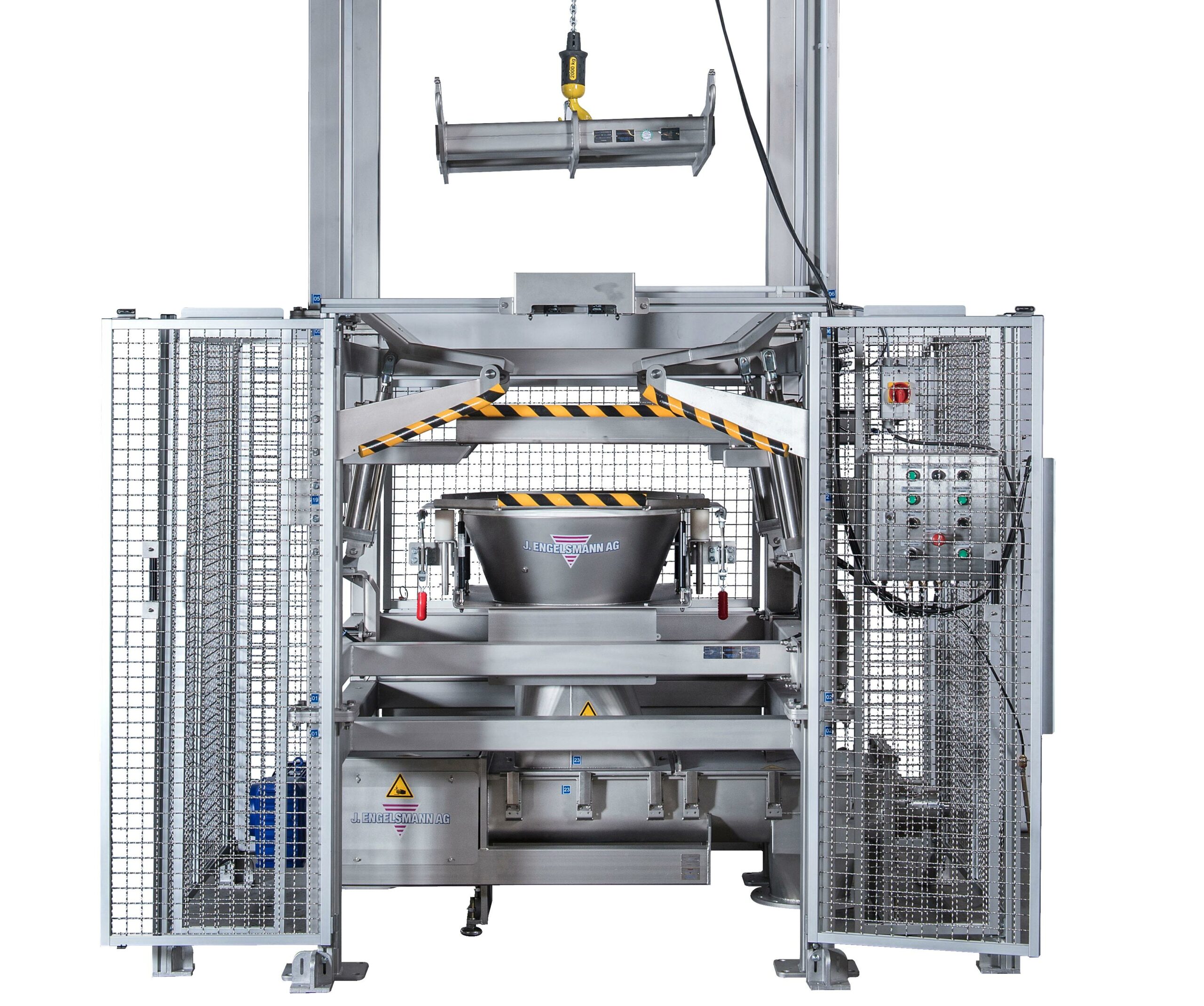
Multifunctional big bag emptying in hygienic productions
Multifunction station for emptying lactose from big bags. With integrated protective screening.

Intelligent plant engineering: flexible emptying and conveying
Whether for chemicals, cosmetics, pharmaceuticals, food or animal feed: a globally active contract packer doses, fills and packs across all industries. The new system for big bag emptying with matching conveyor technology should therefore be adaptable to a wide range of products and take up little space.

Oversize and undersize screening in pharmaceutical production
Screening pellets – sounds comparatively simple. However, when it comes to pharmaceutical pellets in sensitive production environments, it quickly becomes challenging.

Problems with agglomerates in the product can be solved well!
You know the situation: when working with bulk material, agglomerates and lumps are not uncommon. We have compiled a list of screening and crushing machines that can help in such cases. Always with the product in mind, because that’s what matters.

Sorting oversize and good grains: efficient separation process for PVC
One processing step in the production of S-PVC is oversize separation and dust removal. Find out here how we solved this task with the JEL Freischwinger.

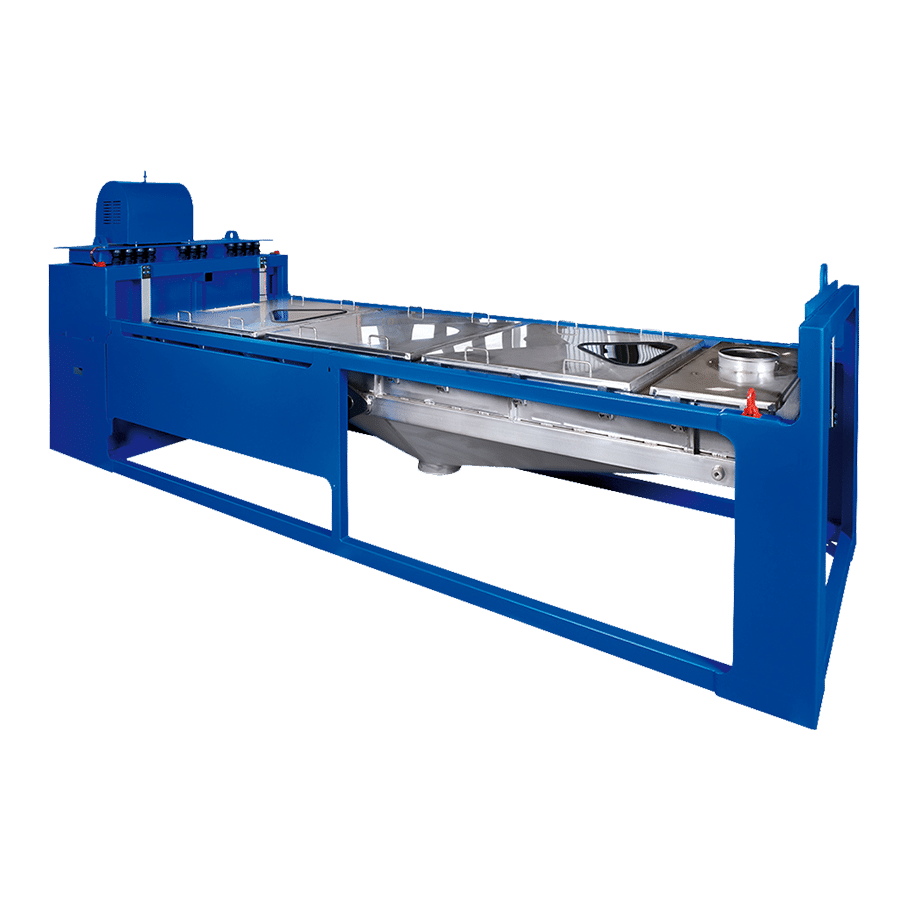
Rectangular screening machine for the food and pharmaceutical industry
Besides round sieves, rectangular screening machines can also be used in plants with the highest hygiene requirements – as long as they are constructed according to the basic principles of hygienic design. If this is the case, they even offer interesting advantages over their round relatives.

Production plant for economical screening of fine fractions
The practical example with the JEL EasyVib describes how screening machines can be used to achieve optimum dedusting of animal feed pellets and which aspects plant operators must consider when selecting a suitable screening process.

Synthetic resin production: suitable mixing plant from Engelsmann
Synthetic resins consist of two components, the pure epoxy resin and the hardener. It is crucial for the reactivity of resin and hardener that the pre-products are brought together in the correct mixing ratio. This example shows what a solution with the JEL TRM drum mixer looks like.
Compact big bag emptying station for the cosmetics industry
The discharge of bulk materials containing dust or grease and their feeding to the production process requires reliable plant solutions tailored to the product. They must be adapted to the existing conditions on site and ensure high throughput rates, as this practical example shows.

Compact filling technology for big bags and drums
How we implemented a multi-functional system combining classifying screening with a downstream filling solution for several drums at the same time for a customer from the chemical industry. Alternatively, the system can also be used for filling big bags. And all this with minimal space and personnel requirements.

Cocoa screening machine with power by Engelsmann
Cocoa as a raw material is demanding, especially when oils and fats escape during processing. This also puts the screening technology used to the test. Read here how the JEL Viro proves itself here.

Industrial sieves for the production of fatty sweets
Sieving nuts: In addition to a screening process that is gentle on the product without affecting quality and consistency, the screening machine must also manage the required production volume. The special buffering system of the JEL Freischwinger efficiently prevents the formation of plugged-in grains.

High throughput: fully automatic filling system for toner
Our customer produces toner “on demand”, i.e. according to individual customer specifications regarding colour and quantity. Consistency and precision are required with regard to the dosing and weighing of the individual components. The fine toner particles also place very special demands on the upstream emptying from big bags.

High-performance sieve from Engelsmann for grading EPS
The task was clear, the implementation challenging: the customer is planning to expand its existing production line for EPS granulate. However, space is at a premium. A task made for the JEL Regula Standard.
Emptying and conveying silica: a turnkey project

Grading of abrasive fertilizers
An internationally active fertilizer manufacturer was looking for a classifying screen that could withstand the abrasive properties of urea and deliver consistently high throughputs in the production of nitrogen fertilizer. And found the ideal screening solution in the JEL cantilever.

Container mixers for the food industry
Coffee products, functional foods, snacks, but also baby food and personal care: as an important process step in production, bulk goods such as milk powder, sugar and other products are processed into homogeneous mixtures by this customer. Ideally suited for this: the JEL CM container mixer.

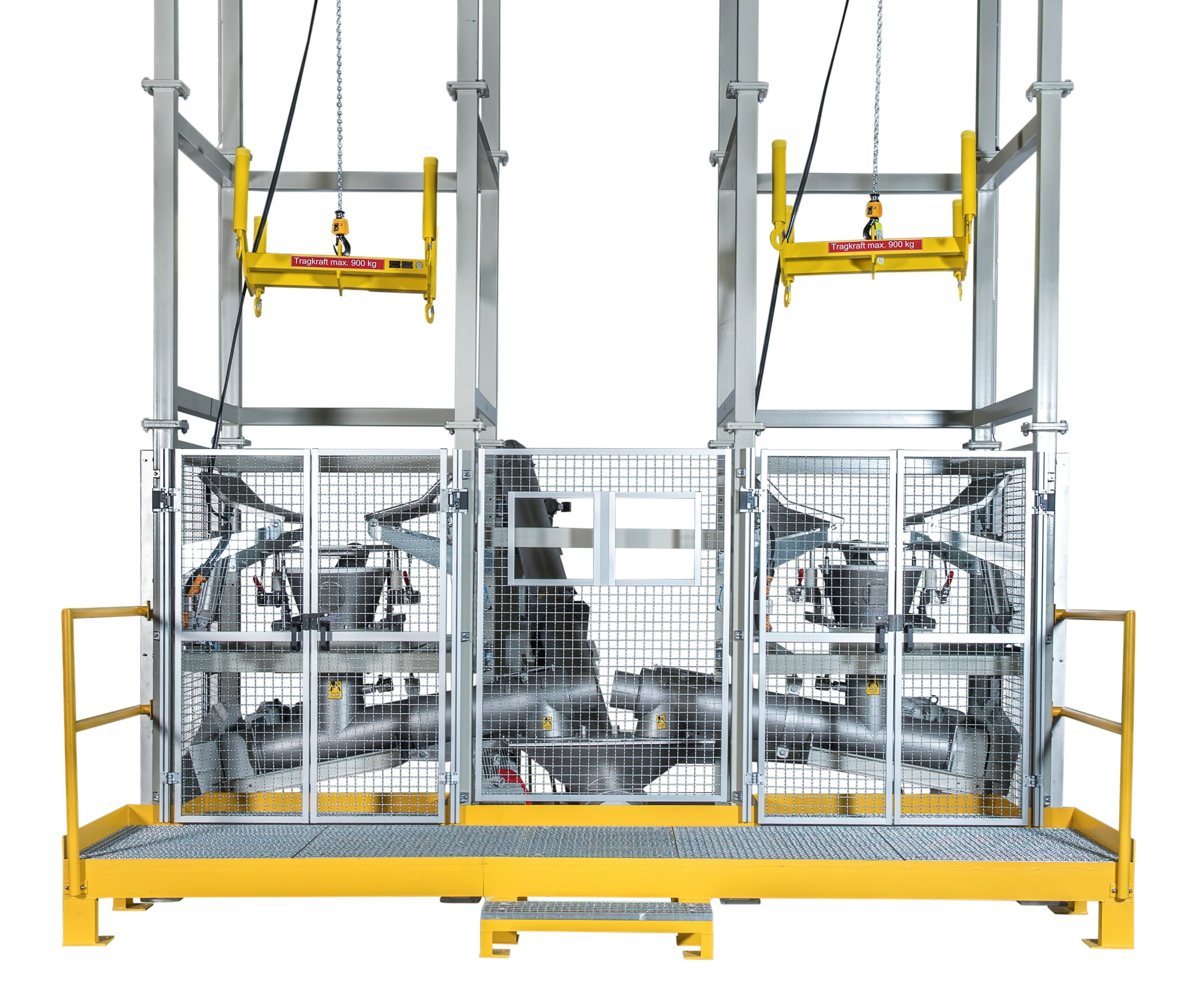
Emptying big bags safely under containment conditions
Containment systems for big bag emptying include single-use or disposable film systems. What level of safety do these systems offer? Where are critical points in the maintenance of the containment? And what demands are made on the operating personnel? You can find out here.

Automatic big bag emptying system replaces bag emptying station
In order to make emptying and feeding processes of methacrylamide in production more efficient, a company from the chemical industry switched from sacks to big bags and an individually designed big bag emptying station from Engelsmann – with flawless results.

Separation of coarse and fine grain before tea filling
Various types of tea are to be freed from small dust particles and breakage as well as from larger foreign bodies before packaging – and this as gently as possible. Find out how we solved the task with the JEL Freischwinger linear stroke screening machine in this project example.
Coarse and fine grain separation in the production of ceramic media
Polymethylmethacrylat (PMMA) wird als Rohstoff für die Herstellung verschiedenster Endprodukte genutzt. Im Dental- und Sanitärkeramiksegment sind dabei konsistente Qualitäten in engen Spezifikationsgrenzen ein Muss. Eine Aufgabe für die Schwingsiebmaschine JEL Freischwinger.

This is why you should not do without protective sieves
Protective screenings are one of the most common screening processes in industrial manufacturing processes. Why this process step is so enormously important and what makes good protective screening machine, we have compiled for you here.

Classifying sieve for ultrasonic screening in gas ex-zone
Centrifuges are usually used to separate solids from suspensions. However: Vibration screening machines such as the JEL VibSpeed can also achieve perfect results, as this practical example from the pharmaceutical industry shows.