
Agglomerates and lumps occur during transport, storage, repackaging or packaging processes as well as during production
The decisive factor are the specific properties of the product, which favour a tendency to agglomerate. Agglomerated material cannot be processed optimally. This leads to unacceptable quality losses and rejects in the end products.
However, problems with agglomerated bulk material can be solved easily. Basically, two procedures are possible:
1
Ejecting the agglomerates from the process
Sieves separate agglomerates in the product. Only the good grain falls through the sieve mesh. The oversized or agglomerated product remains on the screen mesh and is separated out.

2
Breaking up the agglomerates as part of ongoing production
Crushing machines break up agglomerates and lumps in the product. Then it can be transferred to the following process with the appropriate degree of fragmentation.
You want to remove lumps from your process?
The simplest and often most economical solution is to screen out the agglomerates. The question is: Which screening technology is suitable?
The main task of screening machines is to separate product particles of unsuitable grain size. For example, fine and coarse grain is removed or bulk material is classified into different fractions. Protective screening plays an important role in quality assurance. During screening, agglomerates and lumps are of course also retained by the screen mesh. They can be removed as rejects and thrown away. Or collected, reprocessed and recycled.
For “uncomplicated” products, vibration screening machines offers many advantages.
They achieve a high throughput – even with fine powder. And all this with very high separation efficiency.
The principle is simple: The vibration motors attached to the screen housing generate high accelerations which are transferred to the product via the sieve mesh. The product particles on the screen insert are thus set into a “bouncing” motion. If they are in the desired particle size, they fall through the screen fabric, are caught and removed as good product. If the particles are larger than the defined grain spectrum, they remain on the screen layer and can be removed via a coarse material outlet. This includes agglomerates, of course.

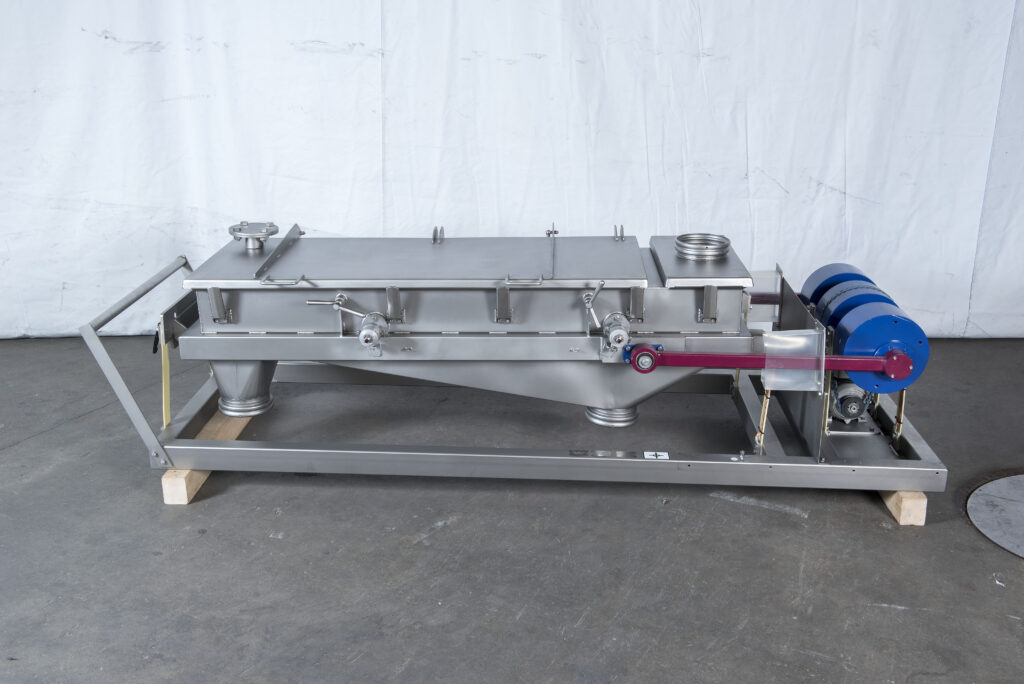
The screen housing of the JEL Konti vibration screening machine (shown here with rack) is mounted on springs and is set into a screening motion with horizontal and vertical components by 2 vibration motors – depending on the inclination of the motor. The vibration amplitude can be varied by adjusting the unbalance.
However, the bouncing motion of vibration sieves can become a problem with particularly fragile products and lead to grain damage.
Vibration screening machines or long-stroke screening machines such as the JEL Freischwinger screen bulk material particularly gently.
Its horizontal sieve movement has the effect that the product moves gently over the sieve mesh without bouncing up and down. This screening process also impresses with its high separation efficiency. With an appropriate screening surface, high throughput rates can be achieved, as with the vibration screens – however, they require a little more space.
Particularly gentle screening: The flywheel drive of the JEL Freischwinger screening machine is connected to the screen housing via push rods. This brings the sieve into a horizontal, swinging sieving motion.
It becomes more complicated when you process a moist or greasy product with agglomerates. In this case, there is always a risk that the sieve mesh will become clogged and lose its permeability.
If agglomerates are to be separated and discharged here, this works reliably with centrifugal screening machines such as the JEL Viro.
The heart of this machine is a round screen basket within an internal rotating rotor with beater bars. The product is fed into the screen basket via a feed screw and spread evenly over the screen mesh by the screen rotor. Agglomerates that are not crushed and cannot pass through the mesh are conveyed to a separate output via the adjustable beater bars.
Ideally, the separated agglomerates can be returned to production and reprocessed. If the production process does not allow this, they are thrown away.
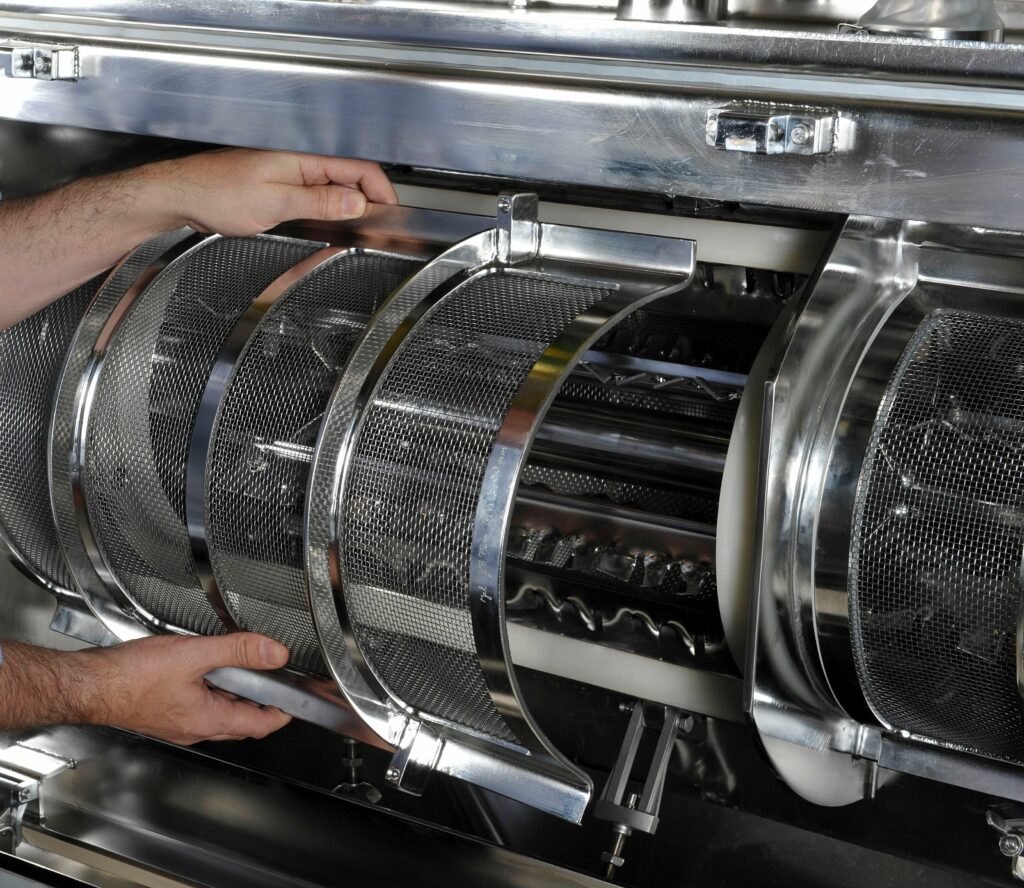
Centrifugal screening machines have a round screen basket – in the case of the JEL Viro, this consists of two screen half-shells. The product is conveyed into the screen basket and thrown against the screen mesh from the inside by the internal rotor and the help of the beater bars.
How can you dissolve lumps in your product?
First it depends on how solid the lumps are. What size do they have? What degree of fragmentation is needed?
If the particles of the agglomerates adhere loosely together, only little energy is usually required to detach them from each other.
Centrifugal screening machines are also a good choice in these cases. The centrifugal force with which the product particles are ” thrown ” against the screen mesh from the inside is often sufficient to dissolve soft agglomerates. Additional components, such as ultrasonic cleaning systems, additionally vibrate the screen mesh to prevent it from clogging up as the lumps break up. In this way, at least a large proportion of the agglomerates can be broken up and the amount of good material in the screening process can be significantly increased.
With greasy products, however, the screen mesh becomes increasingly clogged and loses its permeability. In these cases, the screen should therefore have a cleaning system. Vibration or ultrasonic cleaning systems are commonly used for this purpose.
Passing sieves achieve very good results when breaking up softer or pasty lumps.
They belong to the family of centrifugal screening machines and are used when the product to be processed tends to compact or to form agglomerates. These screening machine, such as the JEL PS passing screen, use a rotor with passing bars to pick up the lumpy product and pass it through the screen mesh. The product falls out below the screen in the desired degree of fragmentation and can be conveyed to the following processing stage.



Left picture: The JEL PS passing sieve for dissolving agglomerates in plastic – designed with a perforated plate to suit the product and task. Fine sieve meshes or grids can also be used for sieving, but this only works with softer agglomerates or pasty products.
Screening machines are therefore able to break up certain agglomerates. However, they reach their limits when the lumps become larger, brittle and hard. In such cases, crushing machines such as jaw or lump breakers are used.
For the very hard chunks, crushing machines are needed
They generate enough energy to break up harder agglomerates and crush them in such a way that they can be reprocessed in production. Crushers like the JEL UZ-2 Zackenbrecher essentially have two parallel shafts fitted with crusher stars. The shafts move in opposite directions, drawing in lumpy material. Impact and friction forces as well as the continuous rotary motion ensure that even unruly lumps are reliably crushed. The product then falls downwards through a crusher or screen grate, where it can be collected, transported away and processed further.

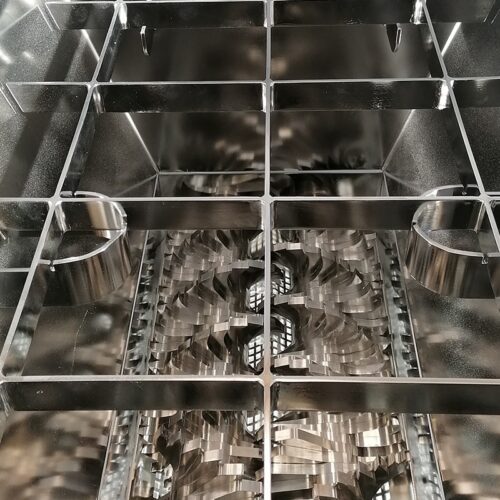
Mobile version: the JEL Zackenbrecher for high performers with two strong crusher shafts and a large number of crusher stars. The surfaces of this machine which come in contact with the product are mirror-polished, as the crusher is used in the pharmaceutical sector.
Crusher grates/grids and crusher stars of different shapes are available for precise matching to the respective product or the required degree of crushing. Spacer sleeves, which are inserted between the crusher stars, provide even more variability. The following applies: The fewer spacer sleeves are installed between the crusher stars or the higher the number of installed crusher stars is, the more power can be generated and a higher degree of crushing can be achieved.
You can see for yourself – dealing with lumps in the product depends on many aspects
In particular, from the process-technical objective of the operator and the specific product properties.
If agglomerates are “only” to be removed from the process, screening machines offer clear advantages due to their separation efficiency, throughput capacity and cost-effectiveness.
If, on the other hand, the agglomerates are to be broken up so that as much product as possible can be processed, screens are only suitable to a limited extent – namely only if the lumps are not too hard and not much force is needed to break them up. If this is not the case, you should plan with more robust machines such as lump breakers.
The best way to find out which components and component combinations will give you the best production result for your goals is to carry out trials in a technical test centre. Only when it works reliably “on a small scale” do you also get the necessary process reliability for the “big picture” in your plant.