
Bericht suchen

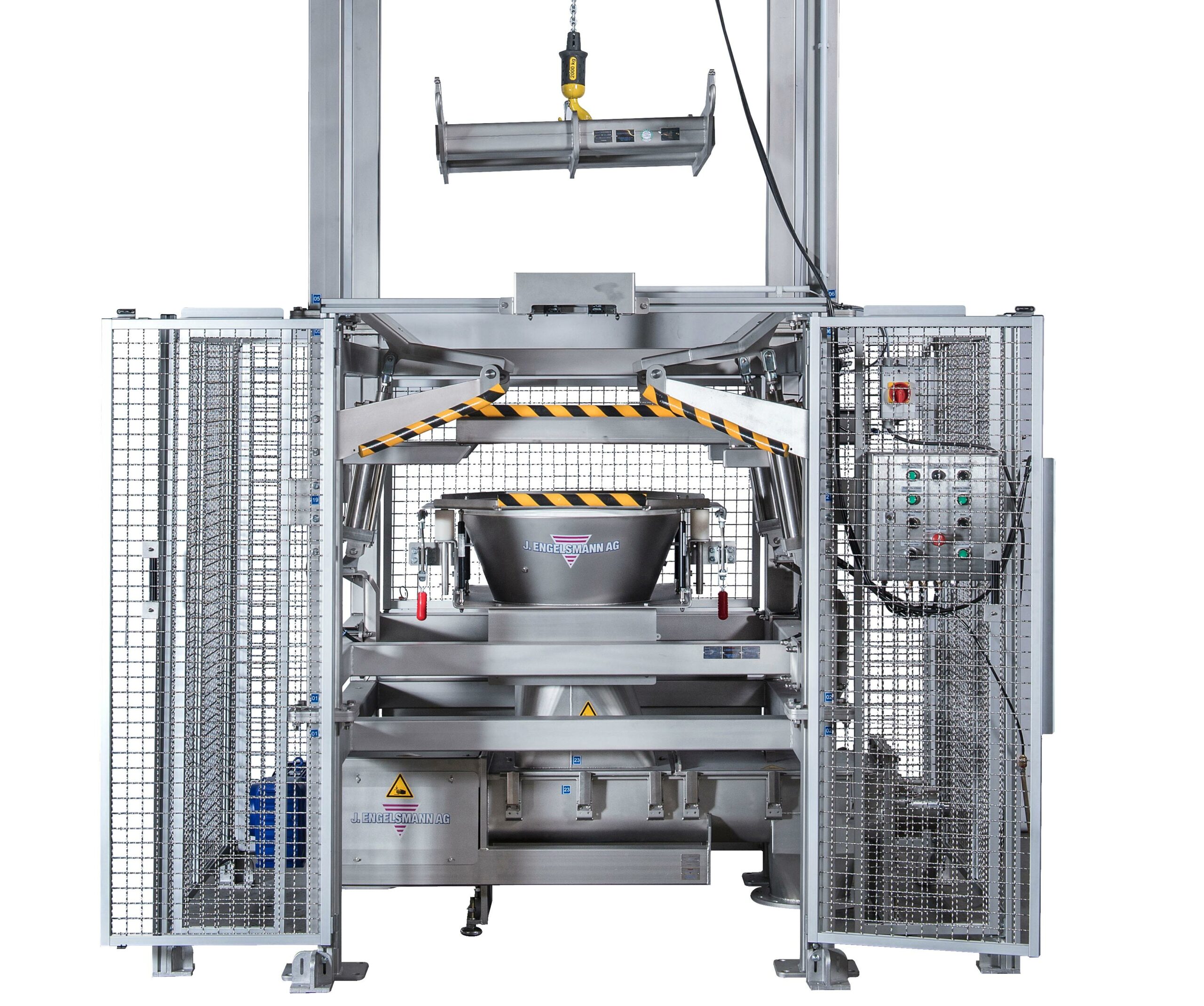
Mehr Kapazität durch automatisiertes Big Bag-Handling
Bei der Befüllung und Entleerung von Big Bags sind höchste Ansprüche an Sicherheit und Produkthandling zu erfüllen. Insbesondere staubhaltige bzw. anhaftende Schüttgüter erfordern betriebssichere und intelligente Anlagenlösungen, wie ein aktuelles Projekt für die Pflanzenschutzmittelproduktion zeigt.
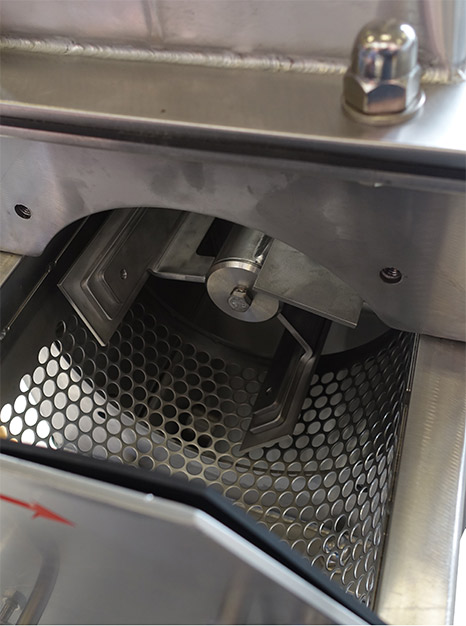
Passiersiebung zur Auflösung von Agglomeraten in PVC-Pulver
Bei der Verarbeitung von Kunststoffpulvern kommt es bei Trocknungsprozessen häufig zur Bildung von Agglomeraten. Wie mit der Integration des Passiersiebs JEL PS das Pulver heute klumpenfrei an den nächsten Verfahrensschritt übergeben wird – Sie erfahren es hier.

Polycarbonat im Multitasking-Modus schonend sieben
Dieses Beispiel beschreibt die Komplexität eines Siebtechnik-Projektes für einen führenden Hersteller von Polycarbonat. Zur Einbindung in eine neue Fertigungsstraße am chinesischen Produktionsstandort wurde eine Sieblösung abseits von Standards gesucht. Die Lösung: Ein JEL Freischwinger als Sonderkonstruktion.

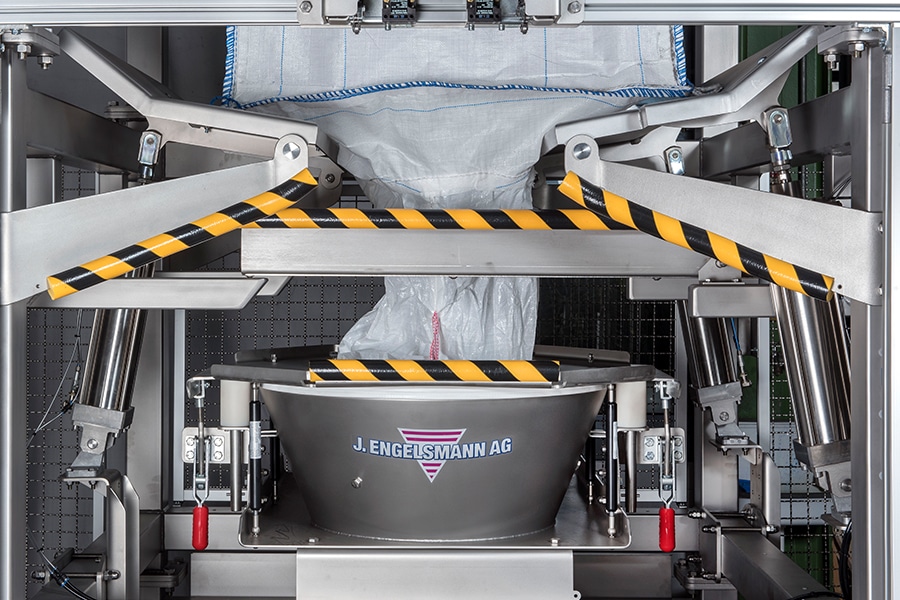
Trends in der Schüttguttechnik: Big Bags optimal entleeren
Nicht jedes Schüttgut lässt sich problemlos aus seinem Gebinde austragen. Das kann schnell zu einer Herausforderung werden. Engelsmann-Produktentwickler Viktor Quindt gibt Tipps für eine effiziente und restlose Entleerung und einen Ausblick auf die Entwicklung in den kommenden Jahren.

Sauber gelöst: multifunktionales Entleeren von Big Bags
Kunden stellen uns oft vor spannende Herausforderungen. So auch ein Hersteller aus der Pharmabranche, der für seine Laktoseproduktion eine Lösung zur staubfreien Big Bag-Entleerung suchte, mit der wahlweise zwischen zwei verschiedenen Folgeprozessen gewechselt werden kann.

Rhönradmischer für hygienische Produktionsprozesse
Bei Freifallmischern entsteht der Mischeffekt dadurch, dass der gesamte Mischbehälter in Bewegung versetzt wird – meist durch Drehen oder Taumeln. Konstruiert nach Hygienic Design-Kriterien, ist der JEL RRM auch in hygienesensiblen Branchen einsetzbar.

Mobile Befüllstation für kleine und große Gebinde
Ein Hersteller von Kunststoffgranulaten erhielt immer wieder Anfragen über kleinere Produktmengen. Die Einrichtung einer separaten Produktionslinie mit Kleingebindebefüllung lohnte jedoch nicht. Mit einer mobilen Abfüllung, die auch bestehende Big Bag-Befüllstationen ergänzen kann, werden heute neue Kunden gewonnen.

Schutzsiebung bei Tankwagenentleerung
Um bei der Weiterverarbeitung angelieferter PVC-Pulver zu hochwertigen Kunststoffprofilen einzelne Produkt-Chargen und Produktionsanlagen nicht zu verunreinigen, benötigt ein Kunststoffproduzent eine vorgelagerte Schutzsiebung, die Fremdkörper vor der Silobefüllung entfernt – das JEL TWS Tankwagensieb.

Fassentleerung von bruchempfindlichen Katalysatoren
Ein Produzent aus der chemischen Industrie setzte im Rahmen des Herstellungsprozesses von bruchempfindlichen Katalysatoren bei der Entleerung von Fässern auf manuelles Handling mit Muskelkraft. Wie heute bequem mit einer vollautomatischen Fassentleerung gearbeitet wird, zeigt dieses Praxisbeispiel.

Staubdichte Big Bag Entleerung mit integrierter Schutzsiebung
Multifunktions-Station zur staubdichten Entleerung von Milchpulver aus Big Bags. Als Sonderkonstruktion mit integrierter Schutzsiebung und in Hygienic Design.

Intelligente Anlagenplanung: flexibel entleeren und abfördern
Ob für Chemie, Kosmetik, Pharma, Lebensmittel oder Tierfutter: ein global tätiger Kontraktpacker dosiert, füllt ab und verpackt querbeet durch alle Branchen. Das neue System zur Big Bag-Entleerung mit passender Fördertechnik sollte daher für ein breites Produktspektrum anpassbar sein und wenig Platz brauchen.

Über- und Unterkornabsiebung in der Pharmaproduktion
Pellets sieben – hört sich vergleichsweise einfach an. Geht es dabei jedoch um pharmazeutische Pellets in sensiblen Produktionsumgebungen, wird es schnell anspruchsvoll.

Probleme mit Agglomeraten im Produkt sind gut lösbar!
Sie kennen das: Wird mit Schüttgut gearbeitet, sind Agglomerate und Klumpen keine Seltenheit. Wir haben für Sie Siebmaschinen und Zerkleinerungstechnik zusammengestellt, die in solchen Fällen hilft. Immer mit Blick auf das Produkt, denn darauf kommt es an.

Über- und Gutkorn sortieren: effizientes Trennverfahren für PVC
Ein Verarbeitungsschritt bei der Produktion von S-PVC ist die Überkornabtrennung und Entstaubung. Die elektrostatische Aufladung des Kunststoffgranulates macht die Siebung aber knifflig. Wie wir diese Aufgabe mit dem JEL Freischwinger gelöst haben, erfahren Sie hier.

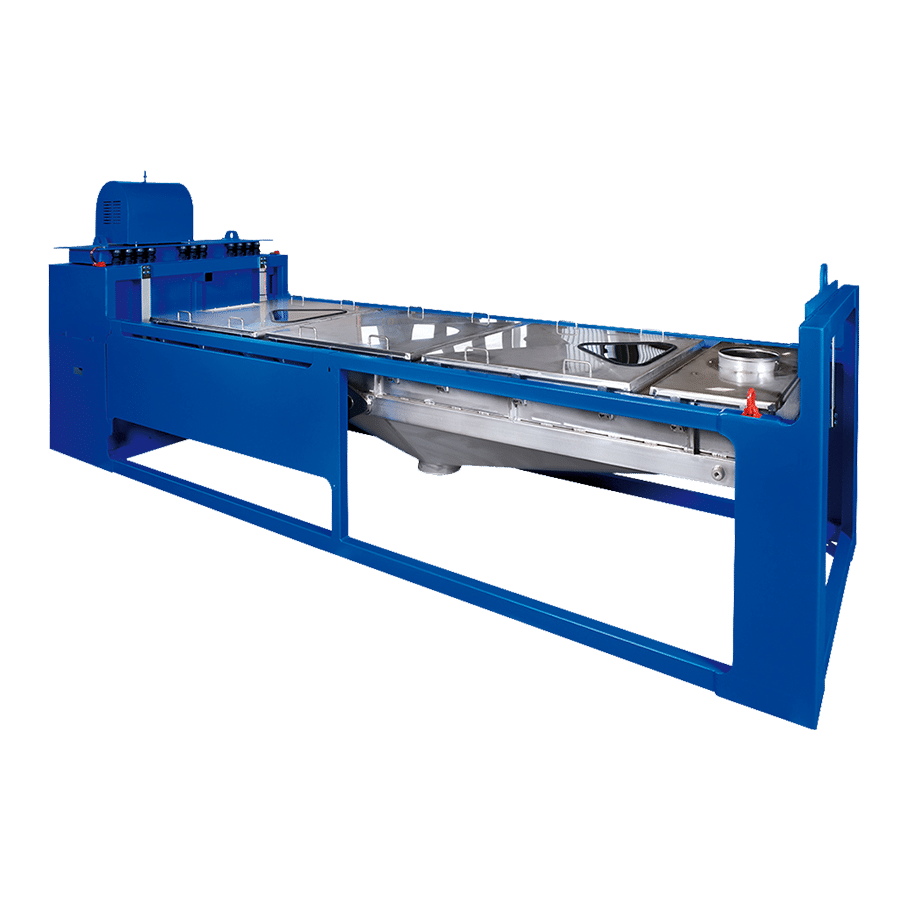
Rechteckige Siebmaschine für die Food- und Pharmaindustrie
Neben Rundsieben können auch Rechtecksiebmaschinen in Anlagen mit höchsten Hygieneansprüchen eingesetzt werden – solange sie nach den Grundprinzipien des Hygienic Design konstruiert sind. Ist dem so, bieten sie gegenüber der runden Verwandtschaft sogar interessante Vorteile.

Produktionsanlage für wirtschaftliches Absieben von Feinanteilen
Das Praxisbeispiel mit der JEL EasyVib beschreibt, wie mit Siebmaschinen die optimale Entstaubung von Tierfutterpellets erreicht werden kann und welche Aspekte Anlagenbetreiber bei der Auswahl eines geeigneten Siebverfahrens beachten müssen.

Kunstharzherstellung: passende Mischanlage von Engelsmann
Kunstharze bestehen aus zwei Komponenten, dem reinen Epoxidharz sowie dem Härter. Entscheidend für Reaktionsfähigkeit von Harz und Härter ist, dass auch die Vorprodukte im richtigen Mischungsverhältnis zusammengebracht werden. Wie eine Lösung mit dem Trommelmischer JEL TRM aussieht, beschreibt dieses Beispiel.
Kompaktes Big Bag Entleer-Gestell für die Kosmetikindustrie
Die Entleerung staub- bzw. fetthaltiger Schüttgüter und ihre Zuführung zum Produktionsprozess erfordert betriebssichere und auf das Produkt zugeschnittene Anlagenlösungen. Sie müssen an die bauseitig vorhandenen Gegebenheiten angepasst sein und hohe Durchsatzleistungen sicherstellen, wie dieses Praxisbeispiel zeigt.

Kompakte Abfülltechnik für Big Bags und Fässer
Wie wir für einen Kunden aus der Chemiebranche eine Multifunktionsanlage aus Klassiersiebung mit nachgeschalteter Befülllösung für mehrere Fässer gleichzeitig umgesetzt haben. Alternativ kann die Anlage auch für die Befüllung von Big Bags genutzt werden. Und das bei geringem Platz- und Personalbedarf.

Kakao-Siebmaschine von Engelsmann mit Power
Kakao als Rohware ist anspruchsvoll, vor allem wenn bei der Verarbeitung Öle und Fette austreten. Dann wird auch die eingesetzte Siebtechnik auf eine harte Probe gestellt. Wie sich die JEL Viro dabei bewährt, lesen Sie hier.

Industriesiebe für die Produktion fetthaltiger Süßwaren
Nüsse sieben: Neben einem produktschonenden Siebvorgang ohne Beeinträchtigung von Qualität und Konsistenz, muss die Siebmaschine auch die erforderliche Produktionsmenge schaffen. Das spezielle Anschlagssystem des JEL Freischwingers verhindert dabei effizient die Bildung von Steckkorn.

Hoher Durchsatz: vollautomatische Abfüllanlage für Toner
Unser Kunde produziert Toner „on demand“, d.h. nach individuellen Vorgaben seiner Kunden, was Farbe und Menge betrifft. Mit Blick auf die Dosierung und Verwiegung der Einzelkomponenten ist hierbei Konstanz und Präzision gefragt. Auch an die vorgelagerte Entleerung aus Big Bags stellen die feinen Tonerpartikel ganz spezielle Ansprüche.

Hochleistungssieb von Engelsmann für das Klassieren von EPS
Die Aufgabenstellung war klar, die Umsetzung herausfordernd: Der Kunde plant die Erweiterung seiner bestehenden Produktionslinie für EPS-Granulat. Allerdings: der Platz ist knapp. Eine Aufgabe wie gemacht für die JEL Regula Standard.

Grob- und Feinkornabtrennung bei der Schleifkörper-Herstellung
Soll neue Siebtechnik in bestehende Produktionen integriert werden, ist Flexibilität gefragt. Die neue Maschine muss nicht nur wirtschaftlich und leistungsfähig sein, sondern sich nahtlos am Standort einfügen. Kein Problem mit einer individuell angepassten JEL VibSpeed.
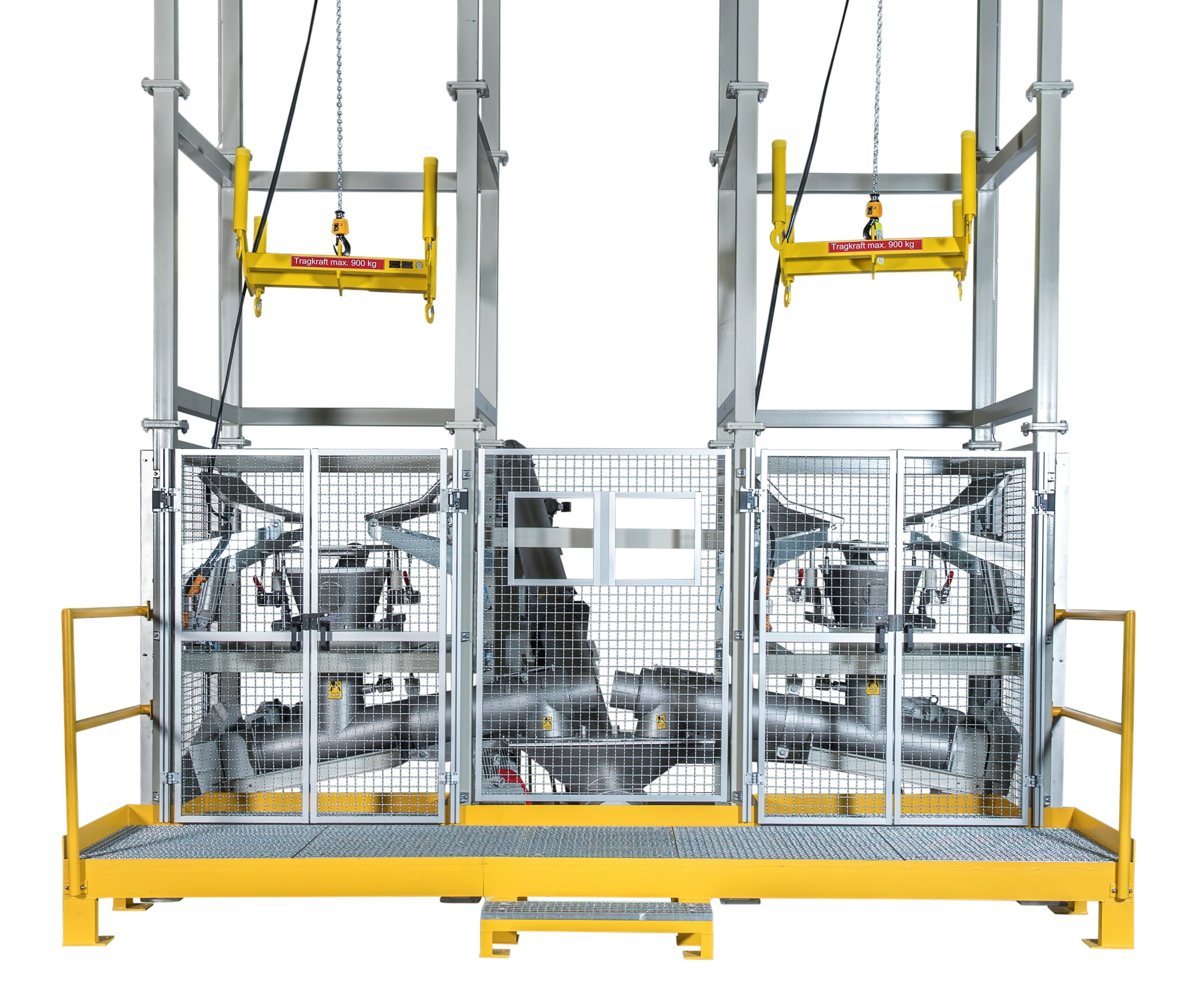
Entleerung und Abförderung von Silica: Turnkey-Projekt
Bei der Reifenherstellung arbeiten Unternehmen kontinuierlich an der Weiterentwicklung von Rezepturen und Produktionsverfahren. Intensiver Wettbewerb zwingt die Unternehmen dabei, alle Optimierungspotenziale auszuschöpfen und eine engpassfreie Produktion sicherzustellen. Die passenden Big Bag-Systeme liefert Engelsmann.

Düngemittel wirtschaftlich und mit Präzision sieben
Ein international tätiger Düngemittelhersteller suchte nach einer Klassiersiebmaschine, die den abrasiven Eigenschaften von Harnstoff standhält und bei der Produktion von Stickstoffdünger dauerhaft hohe Durchsätze liefert. Und fand mit dem JEL Freischwinger die ideale Sieblösung.

Container-Mischer für die Lebensmittelindustrie
Kaffee-Produkte, funktionale Nahrungsmittel, Snacks, aber auch Babynahrung und Körperpflege: Als wichtiger Verfahrensschritt in der Produktion werden bei diesem Kunden Schüttgüter wie Milchpulver, Zucker und andere Produkte zu homogenen Mischungen verarbeitet. Ideal dafür geeignet: der Containermischer JEL CM.

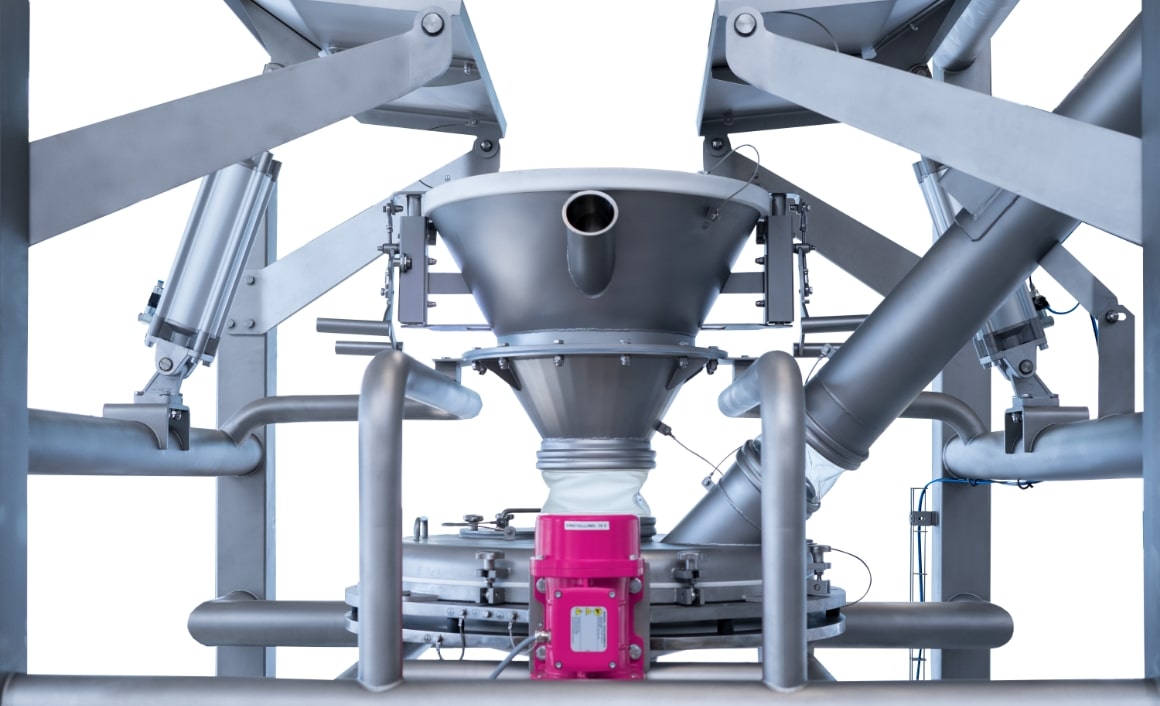
Big Bags sicher entleeren unter Containment-Bedingungen
Bei Containment-Systemen zur Big Bag- Entleerung kommen u.a. Single-Use- bzw. Einwegfoliensysteme zum Einsatz. Welches Maß an Sicherheit bieten diese Systeme? Wo sind kritische Stellen bei der Aufrechterhaltung des Containments? Und welche Anforderungen werden an das Bedienpersonal gestellt? Sie erfahren es hier.

Automatische Big Bag Entleerung löst Sackentleerstation ab
Um Entleer- und Zuführprozesse von Methacrylamid in der Produktion effizienter zu gestalten, stellte ein Unternehmen aus der Chemiebranche von Säcken auf Big Bags und eine individuell ausgeführte Big Bag-Entleerstation von Engelsmann um – mit einwandfreien Ergebnissen.

Abtrennung von Grob- und Feinkorn vor der Tee-Abfüllung
Verschiedene Teesorten sollen vor der Abpackung von kleinen Staubkörnchen und Bruch sowie von größeren Fremdkörpern befreit werden – und das so schonend wie möglich. Wie wir die Aufgabe mit der Schwingsiebmaschine JEL Freischwinger gelöst haben, erfahren Sie in diesem Projektbeispiel.
Abtrennung von Agglomeraten und Überlängen bei Kunststoff
Polymethylmethacrylat (PMMA) wird als Rohstoff für die Herstellung verschiedenster Endprodukte genutzt. Im Dental- und Sanitärkeramiksegment sind dabei konsistente Qualitäten in engen Spezifikationsgrenzen ein Muss. Eine Aufgabe für die Schwingsiebmaschine JEL Freischwinger.
Leitfaden für hygienische Big Bag-Entleerung | Whitepaper
Ist hygienisches Entleeren von Big Bags auch bei Ihnen ein Thema? Wir haben alles Wissenswerte für Sie zusammengefasst.
Aufbau und Auslegung von Big Bag – Entleersystemen | Whitepaper
Welche Prozesstechnik für die Big Bag-Entleerung ist die Richtige für meine Aufgabe? Keine einfache Frage, denn es gibt viel zu beachten.

Warum Sie nicht auf Schutzsiebe verzichten sollten
Schutzsiebungen gehören zu den häufig vorkommenden Siebverfahren in industriellen Herstellungsprozessen. Warum dieser Prozessschritt so enorm wichtig ist und was gute Schutzsiebmaschinen ausmacht, haben wir hier für Sie zusammengestellt.

Klassiersieb für Ultraschall-Sieben in Gas-Ex-Zone
Um Feststoffe aus Suspensionen abzuscheiden, werden in der Regel Zentrifugen genutzt. Allerdings: Auch mit Vibrationssiebmaschinen wie der JEL VibSpeed lassen sich einwandfreie Ergebnisse erzielen, wie dieses Praxisbeispiel aus der pharmazeutischen Industrie zeigt.